
Carbon Quest XS
Check out this awesome machine spotted parked up outside Lidl on Meredith Road in Ipswich. It’s a Carbon Quest XS, thanks for sending it in


Check out this awesome machine spotted parked up outside Lidl on Meredith Road in Ipswich. It’s a Carbon Quest XS, thanks for sending it in

Today, we had a surprise visit from Town 102‘s Drivetime presenter Nick Pandolfi. A good friend and old colleague of Craig, Nick called in on his

Work is finally underway on our 1989 Ford Granada. With the car now stripped, the body is currently in our paint shop being prepared ready

Tommy has been assigned the task of working on our 1971 Jaguar E-Type V12 Roadster. We are working alongside her new owner Steve to bring

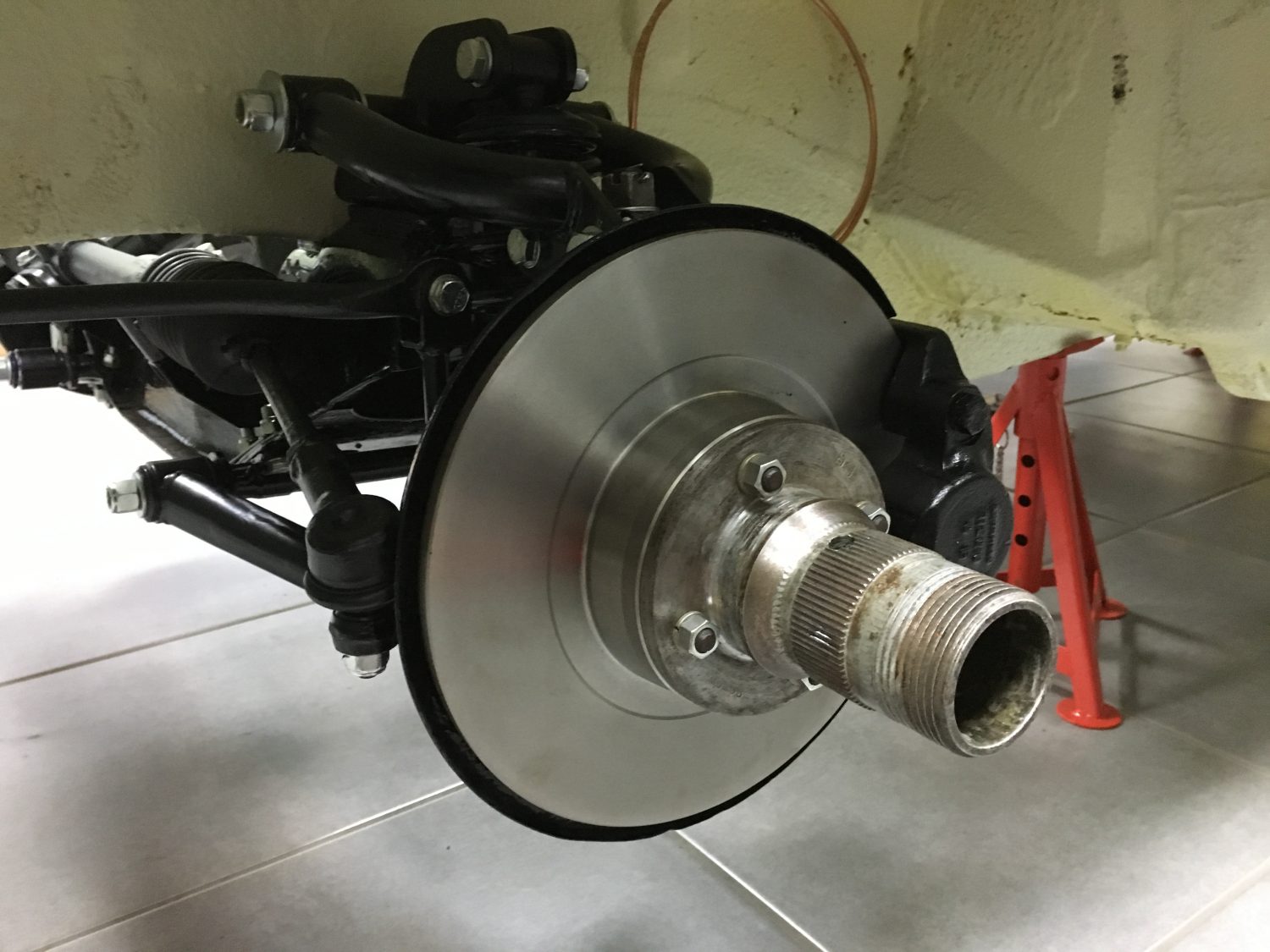
After a little TLC the fuel tank has now been refurbished and refitted to our 1968 MGBGT, along with the front brake discs, pads and

Now that the shell has been completely removed from the chassis and it is now away being prepared, this gives Asa the opportunity to investigate

Our 1968 MGBGT is really taking shape now as we start the rebuild the car. The rear back axle, the front suspension, steering rack, front
[vc_row][vc_column][vc_column_text]As we start to strip our 1965 jaguar E-Type of it’s components ready for the bodywork to be prepared we noticed that someone has made
Check out this awesome machine spotted parked up outside Lidl on Meredith Road in Ipswich.
It’s a Carbon Quest XS, thanks for sending it in for us to see.


Today, we had a surprise visit from Town 102‘s Drivetime presenter Nick Pandolfi.
A good friend and old colleague of Craig, Nick called in on his way back to the Town 102 studios in Great Blakenham to show off his beautiful Audi A3 Sports Saloon.

To celebrate the opening of the brand new Audi showroom at Crane Boulevard, Futura park in Ipswich, Audi Ipswich and Town 102 are giving listeners the chance to win some amazing prizes.
You just need to be listening to Town 102 throughout the day to find out how to win.
Here’s the car parked outside the Bridge Classic Cars workshop in Ipswich.


Work is finally underway on our 1989 Ford Granada.
With the car now stripped, the body is currently in our paint shop being prepared ready for a coat of primer before the full respray.






Tommy has been assigned the task of working on our 1971 Jaguar E-Type V12 Roadster.
We are working alongside her new owner Steve to bring this beautiful creation back to life.
Having recently restored a stunning Austin Healey (I’ll try and get some photos!), Steve will be carrying out the majority of the work himself but we will be completing the bodywork preparation and carrying out the full respray in Black before handing her back to Steve to complete the restoration.
Here’s some of the work that Tommy has already carried out on the bonnet area:






After a little TLC the fuel tank has now been refurbished and refitted to our 1968 MGBGT, along with the front brake discs, pads and pedal box.
We are just waiting on a couple more components to arrive for the pedal box mechanism and then this can be properly installed and fitted perfectly.



Now that the shell has been completely removed from the chassis and it is now away being prepared, this gives Asa the opportunity to investigate and come up with a plan to resolve the issues with the body.

The A-Post and surrounding area was where the majority of the work was needing to be carried out. The panels have now been ground done to reveal all of the rot. We have then removed the rot by cutting the areas away completely before applying brand new steel.





Our 1968 MGBGT is really taking shape now as we start the rebuild the car. The rear back axle, the front suspension, steering rack, front lights and wiring loom have all been fitted.
The wheels have been refurbished and will be arriving back at the beginning of the week.







[vc_row][vc_column][vc_column_text]As we start to strip our 1965 jaguar E-Type of it’s components ready for the bodywork to be prepared we noticed that someone has made a makeshift repair on the front badge bar.
Although the glue that was used to repair the bar was sufficient and able to carry out the job, an E-Type as beautiful as this deserves the best treatment.
As the metal used to manufacture the badge bar is Mazak it is not capable of withstanding the stress of being welded it is probably best to fit a new badge bar instead.
![]()
![]()
[/vc_column_text][/vc_column][/vc_row][vc_row][vc_column][vc_text_separator title=”Zamak and Mazak”][/vc_column][/vc_row][vc_row][vc_column][vc_column_text]
Zamak (formerly trademarked as ZAMAK[1] and also known as Zamac) is a family of alloys with a base metal of zinc and alloying elements of aluminium, magnesium, and copper.
Zamak alloys are part of the zinc aluminium alloy family; they are distinguished from the other ZA alloys because of their constant 4% aluminium composition.[2]
The name zamak is an acronym of the German names for the metals of which the alloys are composed: Zink (zinc), Aluminium, Magnesium and Kupfer (copper).[2] The New Jersey Zinc Company developed zamak alloys in 1929. Zinc alloys are popularly referred to as pot metal or white metal. While zamak is held to higher industrial standards, it is still considered a pot metal.
The most common zamak alloy is zamak 3. Besides that, zamak 2, zamak 5 and zamak 7 are also commercially used.[2] These alloys are most commonly die cast.[2] Zamak alloys (particularly #3 and #5) are frequently used in the spin casting industry.
A large problem with early zinc die casting materials was zinc pest, owing to impurities in the alloys.[3] Zamak avoided this by the use of 99.99% pure zinc metal, produced by New Jersey Zinc’s use of a refluxer as part of the smelting process.
Zamak can be electroplated, wet painted, and chromate conversion coated well.[4]
In the early 1930s Morris Ashby in Britain had licensed the New Jersey zamak alloy. The high-purity refluxer zinc was not available in Britain and so they acquired the right to manufacture the alloy using a locally available electrolytically refined zinc of 99.95% purity. This was given the name Mazak, partly to distinguish it from zamak and partly from the initials of Morris Ashby. In 1933, National Smelting licensed the refluxer patent with the intent of using it to produce 99.99% zinc in their plant at Avonmouth.[5][/vc_column_text][/vc_column][/vc_row]
